
Explorando a tecnologia de retificação de matrizes de metal duro
Explorando a tecnologia de moagem dematrizes de metal duro
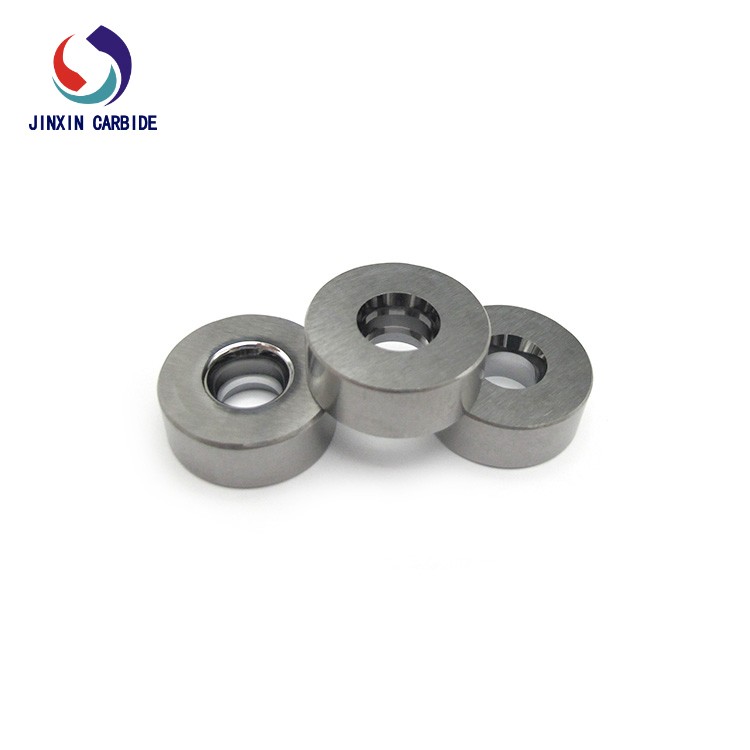
O processamento de cimento matrizes de carbonetopode ser alcançado por técnicas como retificação e corrosão elétrica. Uma compreensão detalhada da tecnologia de retificação pode fabricar melhor as peças e reduzir defeitos no processo de processamento. A seguir, vamos entrar na tecnologia de processamento e retificação de moldes de metal duro e desvendar seu mistério.
(1) Seleção do rebolo: Os rebolos são necessários para a retificação demoldes de metal duro. A retificação grosseira considera principalmente a eficiência do processamento. O tamanho da partícula dos rebolos diamantados pode ser selecionado entre 140#~170#; para moagem fina, deve-se considerar o processamento de moldes de liga. Para tolerância dimensional e tolerância de forma, o tamanho da partícula do rebolo diamantado pode ser selecionado de 170# a 200#; para polimento, a rugosidade da superfície é considerada principalmente, o tamanho da partícula do rebolo de diamante pode ser selecionado de 270# a 325#, e os requisitos de superfície podem ser selecionados de W32 a W40 Rebolo de diamante granular, pasta de polimento feita pelo próprio
(2) Moagem: No processo de moagem cimentadamoldes de metal duro, escolha uma roda diamantada de tamanho adequado. Se não houver tamanho adequado, você pode fazer um rebolo fora do padrão. De acordo com as necessidades de fixação da retificadora, um eixo fixo qualificado do rebolo é processado e, em seguida, o ácido fosfórico e o óxido de cobre são misturados uniformemente e usados como agente de ligação, que é revestido uniformemente na superfície da junta do substrato e o rebolo. Após a conclusão da colagem, deixe-o ficar parado por um período de tempo. Após a solidificação, aqueça lentamente a superfície da junta com fogo para tornar a ligação uniforme e firme. Deixe esfriar naturalmente e deixe agir por 24 horas antes de usar.
(3) Seleção do fluido de corte: O fluido de corte para retificação de moldes de metal duro pode ser uma emulsão especial disponível comercialmente ou solução de nitrito de sódio. Use solução de nitrito de sódio, dissolva o nitrito de sódio disponível comercialmente em água da torneira e misture na solução de nitrito de sódio. A desvantagem de usar solução de nitrito de sódio é que vestígios de branco alcalino são facilmente deixados na superfície das peças de molde de aço de tungstênio. O método de remoção é lixar. Limpe e seque a superfície da peça a tempo após o acabamento; a desvantagem de usar uma emulsão especial é que uma grande quantidade de espuma será gerada durante o processo de moagem e será difícil observar o processo de moagem. Cada um tem suas vantagens e desvantagens.

 Rolo de carboneto, anéis de rolo de carboneto cimentado/rolo de carboneto/tungstênio
Rolo de carboneto, anéis de rolo de carboneto cimentado/rolo de carboneto/tungstênioO anel de rolo de carboneto de tungstên
 Isca de pesca de tungstênio personalizável
Isca de pesca de tungstênio personalizável97% tungstênio de alta densidadeProduç
 matriz de conformação de carboneto de tungstênio
matriz de conformação de carboneto de tungstênioMatrizes de Recobrimento a Frio de Metal
 JX174 Pneus removíveis com parafusos, rodas, pontas de carboneto para neve
JX174 Pneus removíveis com parafusos, rodas, pontas de carboneto para neveOs pinos Jinxin são amplamente utilizad
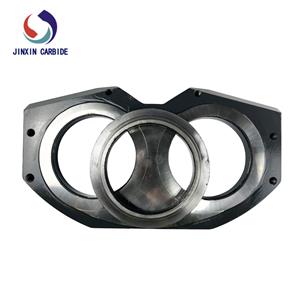 Placa de desgaste e anel para bomba de concreto
Placa de desgaste e anel para bomba de concreto1. Item: placa de desgaste da bomba de c
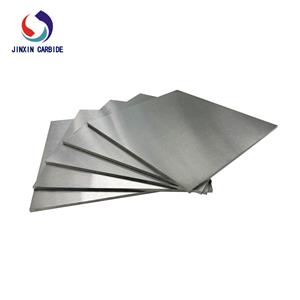 لوحة سبائك التنغستن، لوحة التنغستن، ورقة التنغستن
لوحة سبائك التنغستن، لوحة التنغستن، ورقة التنغستنAnwendung:* Astronavigation, Raketen, Lu
| WeChat/telefone : | +86 15573301853 |
|---|---|
| Fax : | +86-731-22332243 |
| o email : | jinxin012@ojinxin.com |